广告 --- 技术支持请联系 手机/微信:18025212569 --- 广告
1、功能:在运转状态下或停止状态下,接收到M19指令或按下操作面板上的定向功能键,主轴开始减速定位到事先设定的位置方向。
2、相关PMC程序:
1)M19代码处理:
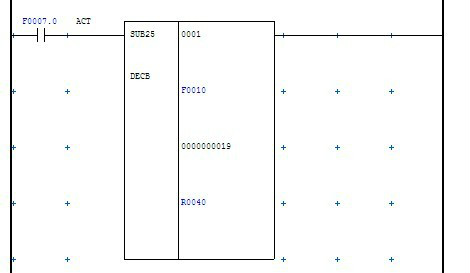
当F7.0为1时,DECB指令完成译码,接收M19指令经译码后,R40.0为1.
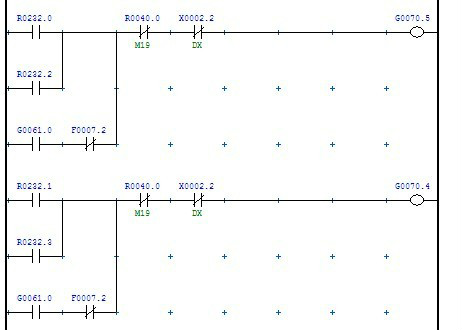
2)主轴定向编程
主轴定向指令信号为70.6,当此信号为1时,主轴立即减速并停止在预定位置。R40.0为M19指令信号,X2.2为面板上主轴定向功能键,F45.1为零速检测信号。R100.0 R100.1 R100.2
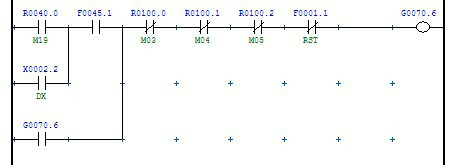
为了确保安全,发出定向指令G70.6时,将主轴正反向转动指令G70.5\G70.4以及速度指令都设为0. 当零速检测信号F45.1为1时,主轴定向完成信号F45.7为1。
3、参数设置
8135为0,设为主轴定向功能有效,还有4000~4059的参数按要求设好。
3、调试
1)在MDI方式下输入M19或在JOG方式下按机床面板上的定向键,主轴开始定向。
2)主轴准停角度调整
(1)先把参数3117#1设为1,让编码器信号显示在画面上;
(2)再把4077设为0,4031也设为0,编制主轴准停程序并运行或JOG方式下准停,准停后,观察诊断画面上的445显示值应该为0;
(3)取消准停,用手慢慢转动到需要的目标准停位置,在445显示画面读出数值A;
(4)把445中的数值输入A到4031中,准停后,主轴就是A这个位置。如果要偏移一定值200,则在4077中输入200,.准停后,455将显示A+200的值。
- 我的微信
- 这是我的微信扫一扫
-

- 另一个微信号
- 另一个微信号扫一扫
-
广告 --- 技术支持请联系 手机/微信:18025212569 --- 广告

评论